





一、主题演讲
在全球与国内储能市场规模化扩容、政策强力支撑及能源转型驱动下,承担储能电池模组电流传导、信号采集、安全保护等核心功能的 CCS 集成母排,正依托下游高增长需求进入快速发展期。

开特股份汪总在会上分析,全球市场2025年储能CCS产能约1874万套,均价33.28美元/套,2026-2032年CAGR达16.9%,2032年规模将达1861百万美元,增长空间广阔。
在储能市场快速增长的同时,当前CCS行业也面临成本效率与市场竞争的双重压力。如何迎接这一挑战?汪总表示,在技术方面要推动CCS产品集成化(包含功能集成、设计集成、协同集成)、低成本化(包含原材料优化、工艺升级、规模化生产),同时要搭建产业链合作平台,推动全产业链协同发展,打通技术研发、产能布局、市场推广的全链路,提升整个储能CCS产业链的竞争力。
开特股份目前储能业务有风冷、液冷CCS产品等,在云梦、武汉建有CCS产能。
2. 易视精密 结构总监 朱新良 —— 《CCS FPC/FCC薄膜直焊技术整套自动化设备解决方案》
易视精密是新一代CCS自动化产线解决方案供应商。在此次论坛上,朱总主要介绍了易视精密 CCS FCC薄膜直焊技术整套自动化设备解决方案。

易视精密专为大尺寸CCS组件薄膜直焊工艺打造的高度集成全自动解决方案,从自动上料、精密装配、超声波焊接到自动下料,实现全流程闭环自动化,可减少60%人力需求,节省40%厂房空间,产品不良率下降80%,焊接良率提升至99.5%,能耗降低30-35%,质量追溯时间8h→15min,产线换型时间缩短80%(可2h内换型),生产响应速度显著加快,效率、品质、智能化全面提升。
此外,朱总还重点介绍了全自动产线中铝巴自动化装配(精度±0.05mm)、超声波焊接(低温、低成本、工艺简单)、AVI焊点检测(Z向精度6μm)、热/冷压工艺协同(压合一致性)等工站。
3. 凯行激光 总经理 郝小雷—— 《新能源FCC全工序整线量产加工工艺方案分析》
近年来,CCS的技术创新主要围绕满足电池包及电池模组结构创新要求以及降本增效展开,在这一过程中,FCC-CCS等新工艺不断涌现并逐步验证推进。此次论坛,郝总主要介绍了凯行激光新能源FCC全工序整线量产加工工艺方案。

郝总介绍了FCC全闭环整线加工核心链路、主要涉及工序及相关设备,并重点讲解了其中的核心工艺——激光焊接。该工艺主要用于NTC激光焊接和FCC分支激光焊接,适配其超薄、精密、异种金属、热敏感、高可靠、大批量的制造需求。
凯行激光的FCC激光焊接设备采用双轨皮带线模式,有效节约上下料等待时间;搭载直线电机,稳定性好、精度可达±0.01mm、速度达2m/s;可满足一次整体焊接产品尺寸达2500×500×100mm;采用半导体激光器,具有更高电光转换效率,可减少能量损耗,提高焊接效率;同时采用定制长方形光斑,能量分布均匀且大小贴近产品尺寸,从而使焊接良率与效率达到最佳状态;凯行激光还开发了适合实际生产要求的镜头,满足测温需求。

5. 今山新材 总经理 岑建军 ——《无固化胶的热塑性全聚酰亚胺覆盖膜的应用》
今山新材是国内领先的聚酰亚胺产品生产企业,以做国内同行没有生产的聚酰亚胺产品,解决客户痛点为产品战略。此次论坛,岑总详细介绍了今山量产的PI产品,包括高模量PI-CHTS、高导热PI-MT、PI复合金属箔、导电发热黑色PI-HT、无色透明PI膜-CPI、防静电聚酰亚胺薄膜(BX/CDX)等等。

同时,针对新能源电池领域对于绝缘材料的长期耐高温需求,今山自主研发了无固化胶热塑性全聚酰亚胺覆盖膜,可完美迭代环氧树脂PI覆盖膜。
今山无固化胶热塑性全PI覆盖有T系列、M系列,都具有很高的粘结剥离强度。其中,T系列产品压合温度在320-330℃,可长期用于300℃的工作场景,纯胶膜型号为CBDF,厚度有13um、20um、25um,可用于线缆、高温Heater、高温FPC等;M系列压合温度在210-220℃,可长期用于200℃的工作场景,原有FPC热压设备可以正常使用,在现有设备下完美迭代环氧树脂PI覆盖膜。
6. 阿克苏诺贝尔 功能性粉末涂料-中国区市场经理 黄志燕——《 阿克苏诺贝尔绝缘粉末在EV三电系统中的应用 》
此次论坛上,黄经理主要介绍了阿克苏诺贝尔RESICOAT ® EV系列绝缘粉末在EV三电系统中的应用,包括在铜巴&铝巴、电机、水冷板、铝壳&电芯壳外部等部件上的应用及技术要求。

在CCS-铜巴/铝巴应用上,RESICOAT EL系列粉末涂料主要用于实现耐压绝缘,支持流化床和静电喷涂两种涂装方式。该涂料具备卓越的电绝缘性能:绝缘强度≥30 kV/mm(IEC60243-1),表面电阻>1013Ω(IEC60093),阻燃等级达UL94 V-0,并耐受130℃高温720hrs、85℃/85%高温高湿1000hrs、以及-40℃至85℃的高低温冲击1500个循环(每个循环20分钟)。
此外,它在复杂异型产品上更易涂装、涂层厚度可调,结构性强度和附着力表现良好,同时上粉率高、边缘覆盖完整,且具有良好的导热效率。该产品已广泛应用于传统汽车及新能源汽车领域,典型电动汽车客户包括Tesla、SAIC、BAIC、Great Wall、BYD、CATL等。
7. 鑫宏涛 研发总监 徐浩 —— 《鑫宏涛CCS创新工艺路线全解析:技术迭代与集成化突破 》
此次论坛上,徐总表示,作为电池连接系统专业供应商,鑫宏涛CCS产品围绕‘高集成、高可靠、高效率、低成本’四大核心目标,完成了从结构形态到装配工艺的全链条演进,实现了从‘组装型’向‘集成型’的技术转型。

![]() 并着重介绍了FFC采集方案,相对主流FPC方案实现降本10%-15%;FCC采集方案,采用自动化作业,整线生产节拍2分钟/模(按120片铝巴评估);iCCS采集方案;PFC采集方案采用超声波压合工艺,实现了导线与基材的一体化成型,为未来更高集成度的CCS产品奠定了技术基础;FPCA连接方式采用超声波焊接技术实现SUS/AL材质端子的高强度连接,压合前后拉力均>40N,CPK>1.33,满足了CCS对连接可靠性的严苛要求;采用Hotbar热压焊接技术实现FPCA与PCBA的可靠连接;温度采集点采用激光溶锡焊技术实现单/双焊盘拉力、剥离力均>15N,CPK>1.33,确保了温度数据采集的准确性和稳定性;温度采集点采用激光植球焊技术实现拉力均值达50N,且精度和一致性上更胜一筹,完美适配高精度温度采集场景。
并着重介绍了FFC采集方案,相对主流FPC方案实现降本10%-15%;FCC采集方案,采用自动化作业,整线生产节拍2分钟/模(按120片铝巴评估);iCCS采集方案;PFC采集方案采用超声波压合工艺,实现了导线与基材的一体化成型,为未来更高集成度的CCS产品奠定了技术基础;FPCA连接方式采用超声波焊接技术实现SUS/AL材质端子的高强度连接,压合前后拉力均>40N,CPK>1.33,满足了CCS对连接可靠性的严苛要求;采用Hotbar热压焊接技术实现FPCA与PCBA的可靠连接;温度采集点采用激光溶锡焊技术实现单/双焊盘拉力、剥离力均>15N,CPK>1.33,确保了温度数据采集的准确性和稳定性;温度采集点采用激光植球焊技术实现拉力均值达50N,且精度和一致性上更胜一筹,完美适配高精度温度采集场景。
8. 元禄光电 工艺总监 朱晓丽 ——《 CCS用铜铝镍等异种金属激光焊接工艺研究》
此次论坛上,朱总从CCS制造中实际遇到的铜、铝、镍等异种金属焊接难点出发,结合元禄光电在激光焊接工艺方面的长期积累,系统介绍了技术突破路径、工艺优化方法及产业化落地方案,为行业解决精密连接与降本增效问题提供了具备可操作性的技术参考。

针对CCS行业对超薄金属及异种材料高精密焊接的普遍需求,元禄光电自主研发了CCS专用绿光焊接产线设备,实现了铜铝异种金属的焊接,焊缝成型一致性较好,无明显咬边现象,无明显的裂纹、虚焊等缺陷;解决了铜与铝巴焊接飞溅、气泡和虚焊等不良问题,剥离拉力在33N以上;实现了焊点直径1mm,效率为0.2s/点焊接2.5x6mm的矩形,效率2.5s;热影响区小、变形小,激光能量集中、速度快,适合精密件、薄壁件。
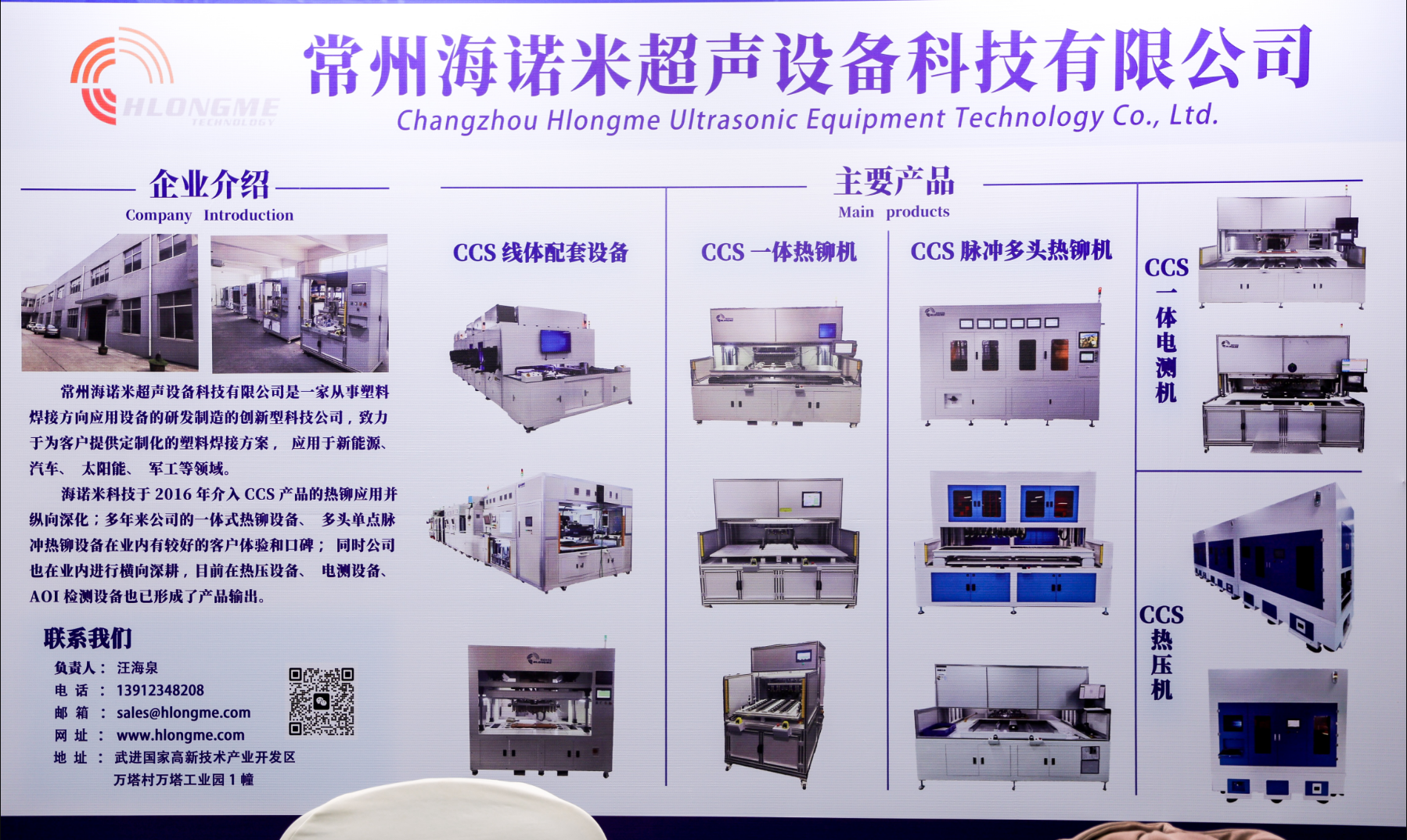
9. 海诺米科技 总经理 汪海泉 —— 《热铆工艺在CCS集成母排生产中的质量控制与优化》
海诺米科技是塑料焊接领域的领先供应商,此次论坛上,汪总主要介绍了CCS生产中热铆工艺的发展历程、现状及趋势。

![]() 汪总表示,早期塑料支架CCS热铆点数少(<32个),设备及工装较小;吸塑支架CCS铆点较多(70-252个),所需设备更大。随着技术迭代,一体式热铆设备容许尺寸从750×450mm扩展至2600×1200mm,铆点数量从32个增至400个(一出四);脉冲式热铆设备尺寸同样扩展,铆点从1个增至24个,生产效率显著提升。
汪总表示,早期塑料支架CCS热铆点数少(<32个),设备及工装较小;吸塑支架CCS铆点较多(70-252个),所需设备更大。随着技术迭代,一体式热铆设备容许尺寸从750×450mm扩展至2600×1200mm,铆点数量从32个增至400个(一出四);脉冲式热铆设备尺寸同样扩展,铆点从1个增至24个,生产效率显著提升。
作为新能源电池中的重要组件,随着电池包及电池模组结构的不断创新,以及行业降本增效需求的提升,CCS集成母排技术也在不断发展。此次论坛,贺总对动力蓄电池单体连接系统(CCS)技术发展做了详细介绍。

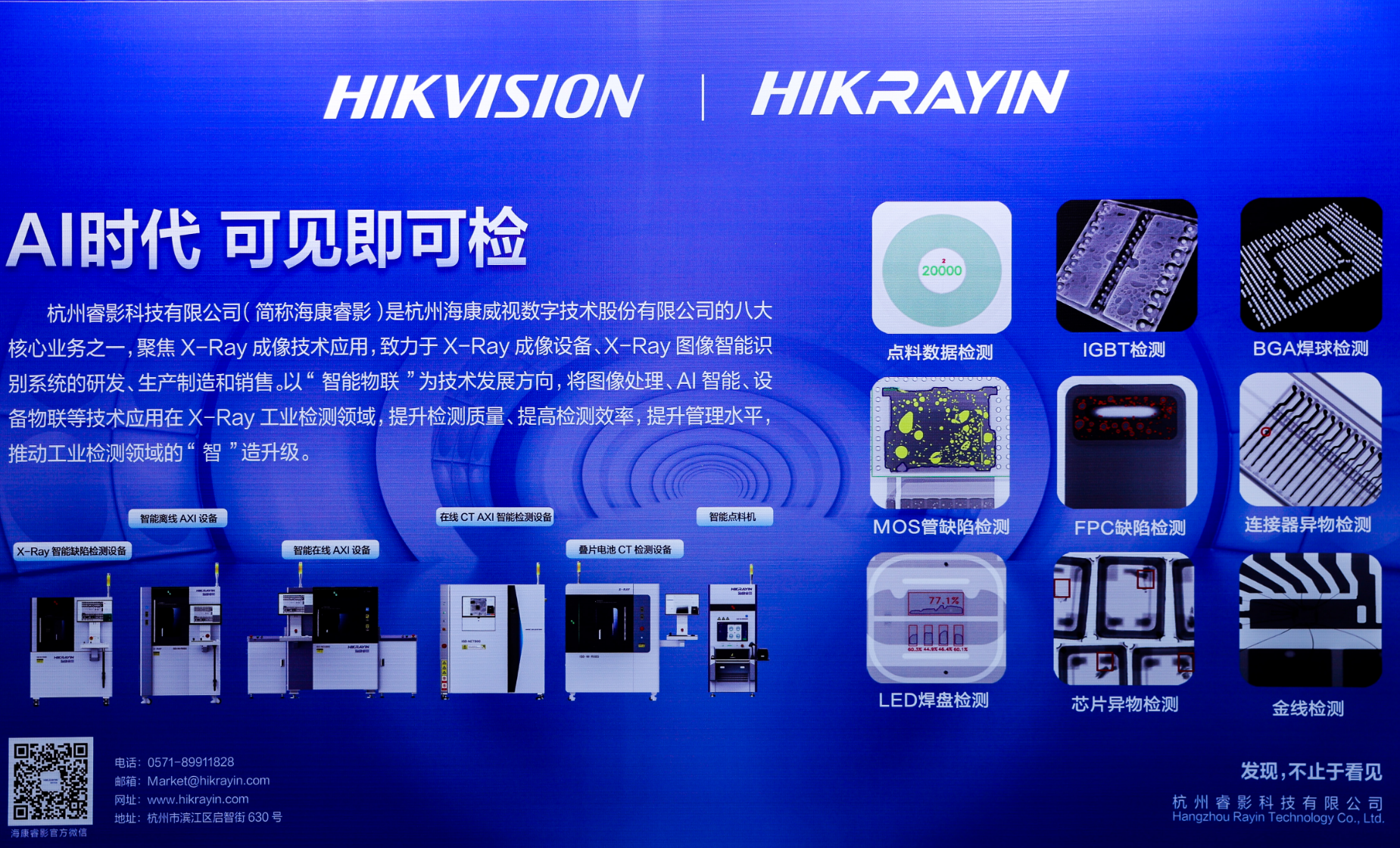
11. 海康睿影 电子检产品线市场总监 薛凯 ——《X-Ray+AI大模型在CCS工艺中的应用》
海康睿影是海康威视全资子公司,专注X光工业检测技术研发与解决方案。此次论坛,薛总主要介绍了X-Ray+AI大模型在CCS工艺中的应用。

母公司海康威视自2006年起在AI领域持续积累,海康睿影基于海康观澜大模型,以海量工业X光数据预训练构建专用模型,具备成本低、部署快、精度高、灵活性强等特点,不仅能识别缺陷,还能通过AIGC自动生成不可穷举的缺陷样本用于训练,并优化底层图像效果。
海康睿影在线2Dxray设备适用于FPC镍片、NTC检测,支持镍片气泡率、焊锡率、断环、空焊、双重镍片等缺陷检测及Hotbar焊接检测等,具备节拍快(平均最小检测时间0.67s),精度高(可识别30微米以上微小气泡,误判率<1%),编程方便等特点。
在行业应用方面,海康睿影已成功助力多家新能源CCS厂商实现降本增效。
12. 同济大学太仓高新技术研究院 院长助理 汪昌盛博士—— 《固态电池系统CCS集成开发关键技术研究》
新能源领域的电池系统将朝着固态电池方向发展,传统的铁锂、三元、储能及刀片电池已有成熟的 CCS 解决方法,此次论坛,汪博士主要聚焦固态电池系统的结构设计及 CCS 开发,探讨了固态电池系统发展趋势及对CCS 的痛点、难点。

13. 协能科技 CCS研发经理 卫川—— 《适配587/628Ah的CCS新方案》
协能科技主要从事 BMS 业务,是全球领先的第三方 BMS 供应商和解决方案提供商。2025年开始布局 CCS,并与 BMS 配套,为客户提供更多解决方案。此次论坛,卫经理主要介绍了两个适配大容量电池的CCS方案。

分段式FPC直插BMS CCS方案中,分段式FPC通过金手指连接,避免一体FPC因设备限制导致的良率低、成本高及BMS结构布局难题,并采用26S BMS(支持26串电压、28路温度采样,0.5-3A可调主动均衡,菊花链传输,UL94-V0阻燃等级)直接采集,省去了传统转接线束成本。
CFC方案则是FFC方案的迭代,将FFC的压延扁平导体换为多芯绞合芯线,过流能力提升至约3A,采用成熟可靠的线束端子压接工艺,需外接PCB实现保险丝功能,适配主动均衡工商储能、大储类应用。![]()
![]()
![]()
14. 瑞可达 研发经理 于林—— 《轻量化与高集成CCS集成母排工艺的创新突破》
此次论坛,于经理主要分享了CCS集成母排在轻量化和集成化方面的创新突破。

通过对比现有主流方案:传统线束型CCS工艺成熟、成本低,但体积大、自动化程度低,主要用于对空间要求不高的场景;FPC方案轻量化、配线密度高,但成本高(占CCS 50%以上)、需化学蚀刻,是目前新能源汽车主流CCS方案,占比超65%。
于经理表示,传统CCS方案存在:零部件多且分散(支架、线束、巴片、连接器等),导致物料冗余、采购管理成本高、装配复杂且依赖人工;同时铆点、锡焊、激光焊等采集连接点众多,可靠性风险大、返工成本高;自动化程度低等痛点。因此需要在不牺牲性能的前提下,通过集成实现系统降本。
并提出了功能集成(CCS+CMU+BMS二合一)、工艺集成(PET热压膜替代注塑/吸塑)、结构集成(FPC/FCC替代线束)等集成技术路线,可将零件数量减少40%、装配效率提升60%、综合成本下降25%-30%。其中,PET热压膜方案是轻量化与降本的关键技术。
1. 湖北开特汽车电子电器系统股份有限公司


2. 常州海诺米超声设备科技有限公司

3. 东莞市博翔电子材料有限公司


4. 深圳市易视精密科技有限公司

5. 杭州睿影科技有限公司

6. 东莞市新定源机电设备有限公司

7. 昶力管业(常州)有限公司



8. 东莞市鑫华智能制造有限公司


9. 苏州博大永旺新材股份有限公司
10. 昆山晶晖智能装备有限公司

11. 广东中邦达智能技术有限公司


12. 苏州天弘激光股份有限公司















-
深圳壹连科技股份有限公司
-
杭州协能科技股份有限公司
-
江苏鑫宏涛新能源科技有限公司
-
武汉元禄光电技术有限公司
-
东莞市硅翔绝缘材料有限公司
-
宁波今山新材料有限公司
-
同济大学太仓高新技术研究院
-
苏州瑞可达连接系统股份有限公司
-
武汉凯行激光智能装备有限公司
-
阿克苏诺贝尔
-
湖北开特汽车电子电器系统股份有限公司
-
常州海诺米超声设备科技有限公司
-
东莞市博翔电子材料有限公司
-
深圳市易视精密科技有限公司
-
杭州睿影科技有限公司
-
东莞市新定源机电设备有限公司
-
昶力管业(常州)有限公司
-
东莞市鑫华智能制造有限公司
-
苏州博大永旺新材股份有限公司
-
昆山晶晖智能装备有限公司
-
广东中邦达智能技术有限公司
-
苏州天弘激光股份有限公司
-
江苏力德尔电子信息技术有限公司


活动推荐:【邀请函】第五届新能源电池集流体大会( 2026年8月7日深圳)
1. 会议议题(包括但不限于)
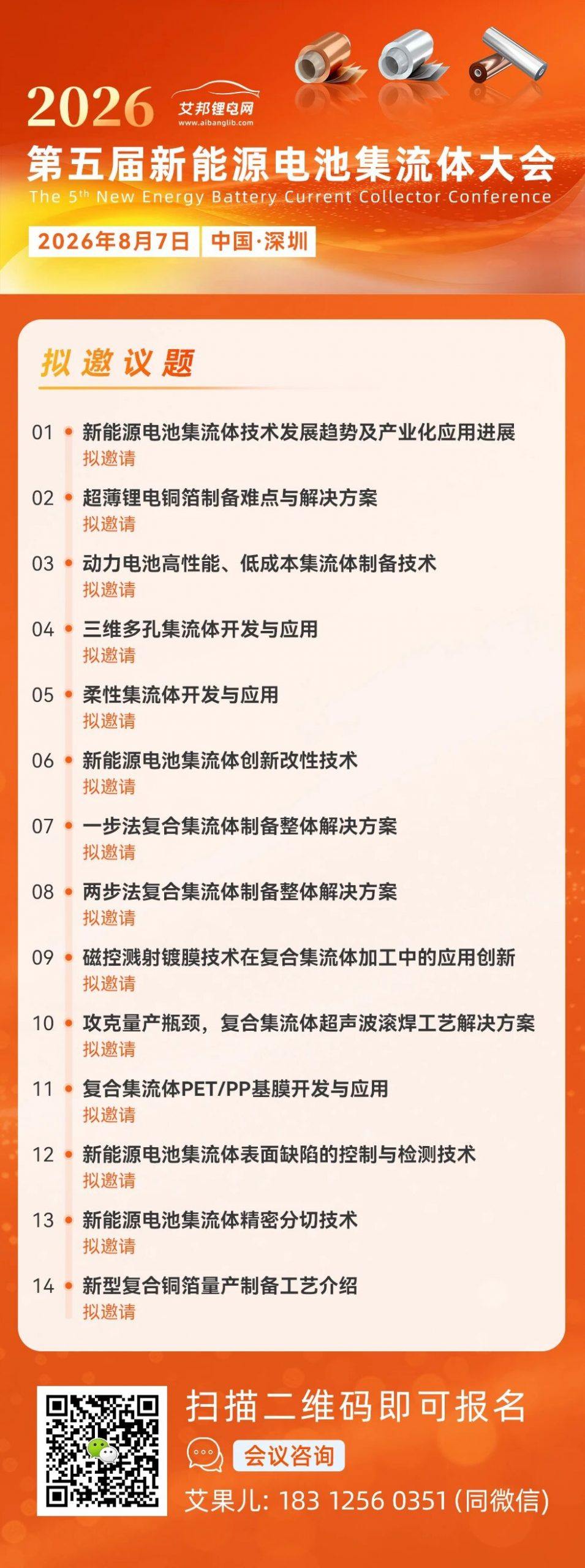
更多创新主题演讲意向,请联系 周小姐:18320865613(同微信)
2. 报名方式
1. 会议报名联系:
参会、各类赞助请联系:

艾果儿:183 1256 0351(同微信)
邮箱:ab008@aibang360.com;
注意:每位参会者均需要提供信息;
议题演讲请联系:
Mickey 18320865613(同微信)
ab035@aibang360.com;
方式2:扫码报名;

或复制此链接至网页打开进入:
https://www.aibang360.com/m/100305?ref=172672
新能源汽车的快速发展带动了动力电池的高速增长。动力电池生产流程一般可以分为前段、中段和后段三个部分。其中,前段工序包括配料、搅拌、涂布、辊压、分切等,中段工序包括卷绕/叠片、封装、烘干、注液、封口、清洗等,后段主要为化成、分容、PACK等。材料方面主要有正负极材料,隔膜,电解液,集流体,电池包相关的结构胶,缓存,阻燃,隔热,外壳结构材料等材料。 为了更好促进行业人士交流,艾邦搭建有锂电池产业链上下游交流平台,覆盖全产业链,从主机厂,到电池包厂商,正负极材料,隔膜,铝塑膜等企业以及各个工艺过程中的设备厂商,欢迎申请加入。

长按识别二维码关注公众号,点击下方菜单栏左侧“微信群”,申请加入群聊