

随着新能源行业的高速发展,锂离子电池的能量密度要求日益提高。锂电池负极集流体未来会向轻薄化、高抗拉、高延伸方向发展。
在锂电铜箔领域,铜箔厚度、抗拉强度、延伸率、粗糙度、弹性模量以及表面润湿性等指标是产品的核心技术。
高抗拉复合铜箔是面向动力电池及消费电子电池的新型复合集流体材料,主要通过在PET或PP高分子基膜表面沉积铜层,形成“高分子基膜+金属铜层”的多层复合结构,在保持导电功能的同时显著提升材料轻量化、安全性和机械稳定性。与传统电解铜箔相比,高抗拉复合铜箔具有密度更低、抗拉性能更强、断裂安全性更好和减重潜力更高等特点,能够帮助电池在能量密度、安全防护和结构可靠性方面实现综合优化。
随着动力电池向高能量密度、快充和高安全方向升级,消费电子电池向轻薄化、小型化和高续航方向发展,高抗拉复合铜箔正成为电池集流体材料升级的重要方向,也成为材料企业在铜箔价格竞争之外寻找高附加值增长空间的关键赛道。
一般来说,行业内根据锂电铜箔的抗拉强度将铜箔细分为普抗(300—400MPa)、中抗(400—500MPa)、高抗(500—600MPa)和超高抗(>600MPa)铜箔。
锂电铜箔的延伸性能则需要结合铜箔实际厚度进行分析。如6微米锂电铜箔常规延伸(>4%)、高延(>6%);8微米常规延伸(>5%),高延(>8%)。
值得一提的是,市面上的高延伸6微米锂电铜箔厂家报告延伸率可以达到10—20%,而在下游厂家测试其延伸率“大大缩水”,是由于双方切刀有差异。本文提及的延伸率以下游锂电池厂标准为主。
由于目前高延伸、高抗拉锂电铜箔在行业内暂无统一标准,高抗拉、高延伸锂电铜箔标准基本根据下游需求来制订。

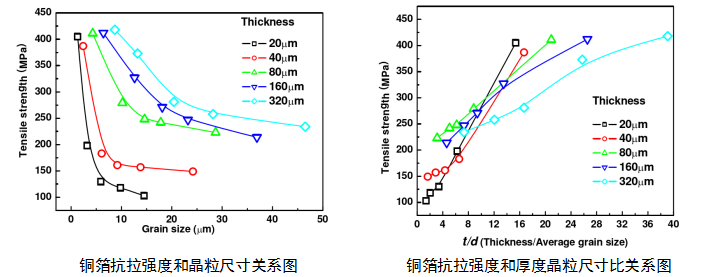
一般来说,铜箔的抗拉强度同时受厚度和晶粒尺寸的影响,在厚度不变时,抗拉强度随着晶粒尺寸的减小而增大;在晶粒尺寸相当时,抗拉强度与厚度成正比;抗拉强度在不同的厚度晶粒尺寸比区间规律不同,厚度晶粒尺寸比较小时(<4),抗拉强度和厚度成正比,而厚度晶粒尺寸比较大时(>15),抗拉强度与厚度成反比关系。
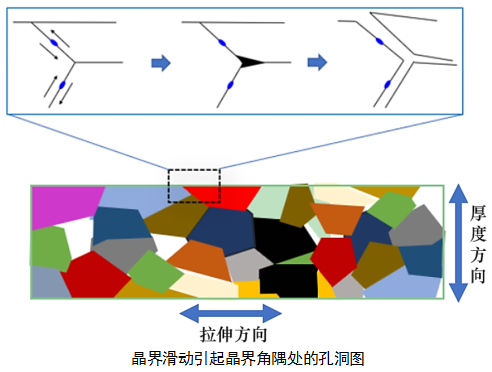
在厚度不变时,抗拉强度随着晶粒尺寸的减小而增大,可以用细晶强化机理解释:对于一般多晶体材料而言,晶界的自由能很高(相对于晶粒内部),可视为阻碍位错运动的势垒。在外力的作用下,为了在相邻晶粒内产生切变变形,晶界处必须产生足够大的切变应力。
抗拉强度与滑移从塑性变形的晶粒转移到相邻晶粒密切相关,而这种转移能否发生,主要取决于在已滑移晶粒晶界附近的位错塞积群所产生的应力集中能否激发相邻晶粒滑移系中的位错源,使其开动起来,进行协调性的多滑移。而细化晶粒可以产生更多的晶界,如果晶界的结构未发生变化,则需施加更大的外力才能产生位错塞积,从而使材料强化。
因此,晶粒尺寸影响下的抗拉强度与位错塞积程度成正比。
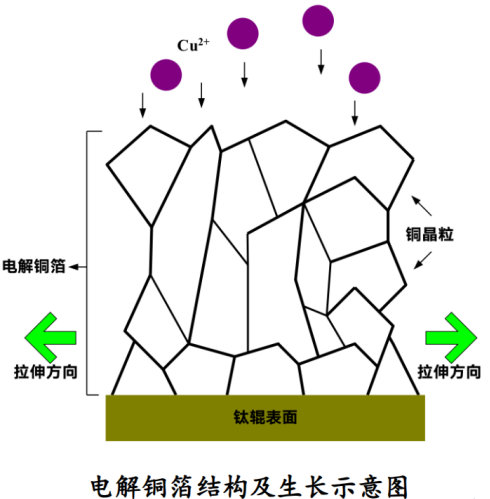
大量研究分析发现,可以在生箔制造过程中,加入一系列添加剂优化铜箔的晶粒尺寸、形态、取向以及内应力等微观结构,从而实现铜箔的高力学性能可控生产。通过细化晶粒、选择合适的晶面织构以及提高溶液洁净度等措施,可以显著提升高抗拉铜箔的抗拉强度和延伸率。
例如,具有(220)晶面织构的晶粒有利于提高抗拉强度,(200)晶面织构则有助于提高延伸率。同时,保持高溶液洁净度和采用等轴晶及纳米孪晶组织也可以进一步提升铜箔的力学性能。
在介绍了高抗拉和高延伸锂电铜箔的理论知识后,我们再来探讨一下高抗拉高延伸铜箔的具体应用优势。
高抗拉高延伸铜箔的应用优势主要体现在以下几个方面:
1. 可以提高下游电池厂的涂布碾压效率,避免断带,从而提高生产效率;
2. 通过增加负极活性物质负载量,从而提高电池的能量密度;
3. 能够增强极片的压实密度并降低电极片的厚度,从而提高锂离子电池的能量密度;
4. 可以在电化学循环过程中,更好地抑制因为活性材料膨胀收缩导致的部分变形,从而提高电池的耐久性。
高抗拉复合铜箔生产商:
宝明科技、重庆金美、英联股份、双星新材、万顺新材、诺德股份、嘉元科技、中一科技、璞泰来

未来,高抗拉复合铜箔将向更薄基膜、更高附着力、更强抗拉性能、更低方阻、更高良率和更低成本方向发展。产品端将更加重视PET与PP基膜的性能差异化、铜层厚度优化、多层界面结构设计和抗热收缩能力,以满足动力电池和消费电子电池的不同应用需求。
工艺端将加快高效率磁控溅射、卷对卷连续镀膜、在线厚度检测、自动化缺陷识别和数字化质量追溯,以提升量产稳定性并降低单位制造成本。应用端将优先在高端动力电池、快充电池、轻量化电池包、高端消费电子电池和柔性终端电池中扩大验证和导入。长期来看,高抗拉复合铜箔将成为电池集流体从传统金属材料向复合功能材料升级的重要代表。具备上游基膜和靶材协同、中游磁控溅射与界面处理能力、下游头部客户验证经验的企业,将更有机会在新一代电池材料竞争中建立技术壁垒并获得持续盈利能力。
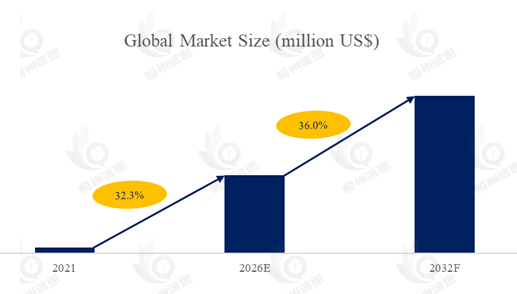
来源:浙江花园新能源股份有限公司、恒州诚思调研:预计2032年全球高抗拉复合铜箔市场规模将达到20.2亿美元

长按识别二维码,申请入群
新能源汽车的快速发展带动了动力电池的高速增长。动力电池生产流程一般可以分为前段、中段和后段三个部分。其中,前段工序包括配料、搅拌、涂布、辊压、分切等,中段工序包括卷绕/叠片、封装、烘干、注液、封口、清洗等,后段主要为化成、分容、PACK等。材料方面主要有正负极材料,隔膜,电解液,集流体,电池包相关的结构胶,缓存,阻燃,隔热,外壳结构材料等材料。 为了更好促进行业人士交流,艾邦搭建有锂电池产业链上下游交流平台,覆盖全产业链,从主机厂,到电池包厂商,正负极材料,隔膜,铝塑膜等企业以及各个工艺过程中的设备厂商,欢迎申请加入。

长按识别二维码关注公众号,点击下方菜单栏左侧“微信群”,申请加入群聊