


车辆在低温环境下仍需保持稳定驱动,车载12V起动/辅助电池作为发动机及各类控制系统的起动电源,承担着重要作用。尽管纯电动汽车(BEV)逐渐普及,但12V辅助电池在燃油车、混合动力和轻度混合动力中仍不可或缺。目前,12V起动/辅助电池领域仍广泛采用铅酸电池。
铅酸蓄电池作为工业化最早的电池,技术最为成熟,且安全性较好,成本较低,但其能量密度较低,且循环寿命较短,原材料也有一定环境污染的问题,因此,市场将目光转向了能量密度高、循环寿命长,综合性能较好的锂电池。
近几年在法规政策的强制推动下,锂电池因规模化生产和政策补贴,成本持续下降;随着安全技术突破与锂电回收体系的完善,下游应用市场在成本、能量密度、环境安全的冲击下,对于锂电池替代铅酸电池的热度逐步升温。但如何破解车载12V起动/辅助电池从铅酸到锂电的过渡难题?
在2025第八届中国国际进口博览会上,旭化成提供的新型电解液技术,可助力实现车载12V起动/辅助电池从铅酸电池向锂电池转化。

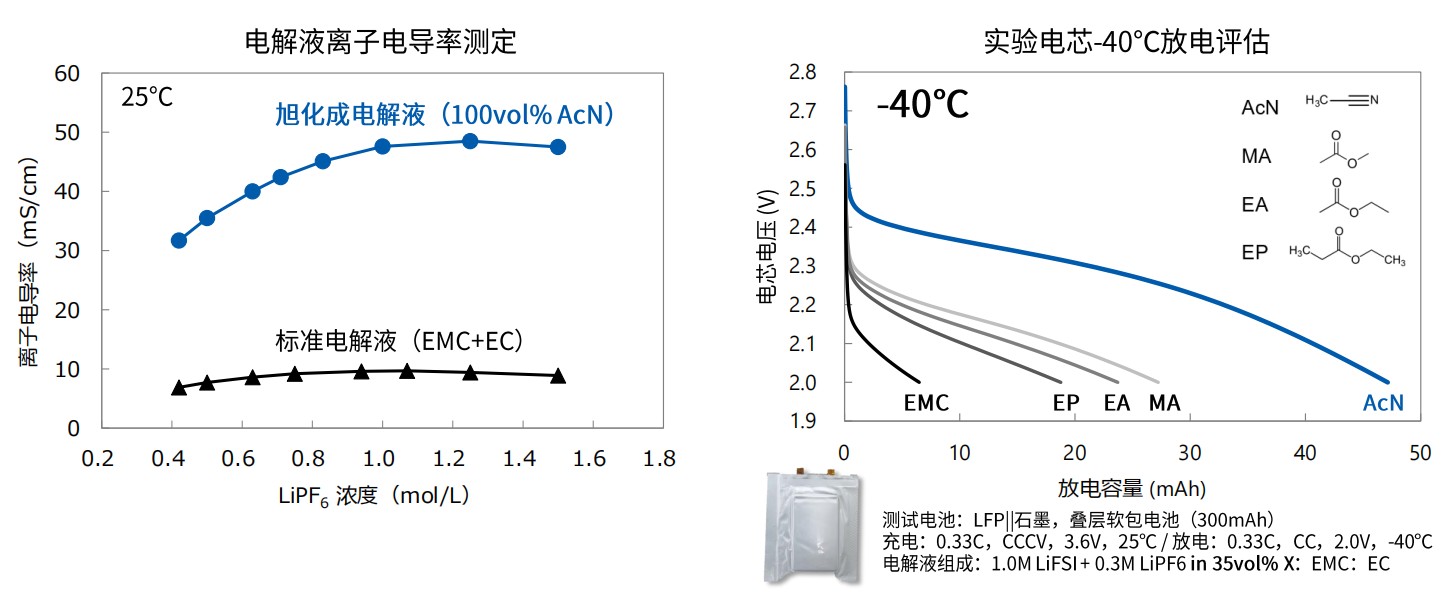
众所周知,电解液的作用是在正极与负极之间传输锂离子。因此,要提升锂离子电池的低温起动性能,提高电解液的离子导电性(即易于锂离子迁移)则是有效手段。
乙腈电解液:破解锂电低温瓶颈间
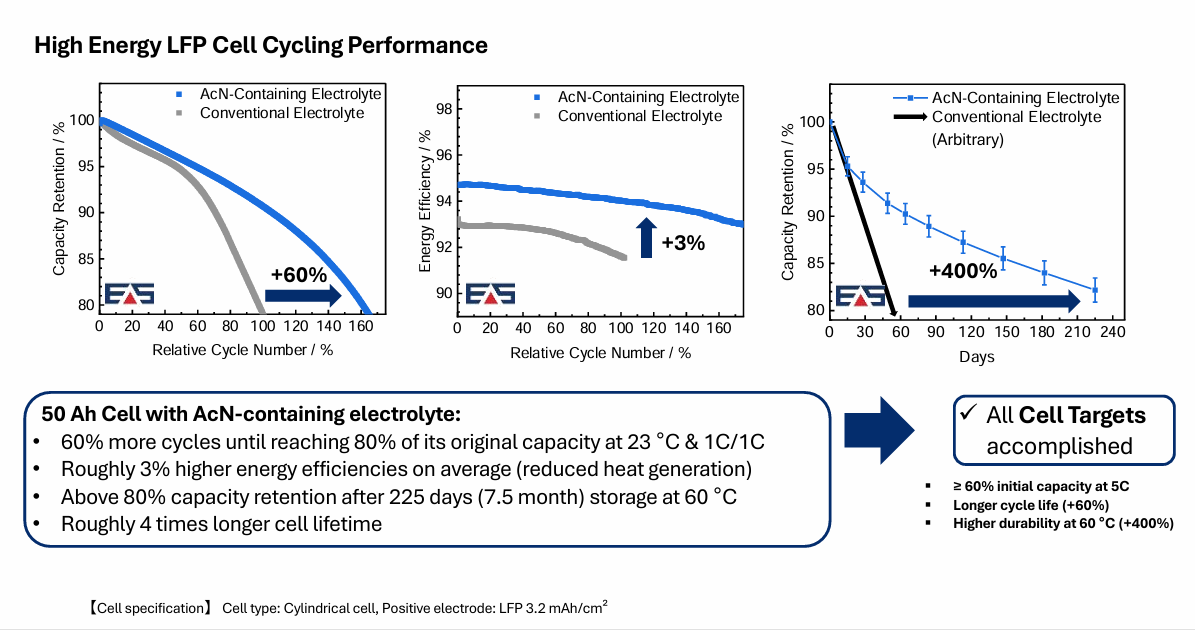
旭化成采用乙腈(AcN)作为电解液溶剂,乙腈具有低粘度、高介电常数的特性,可在电池充放电循环中,能够让乙腈稳定不分解,从而实现高离子导电性。并且,采用乙腈(AcN)基电解液的电池,相较于其他溶剂,在-40°C极低温条件下仍能保持优异的放电容量。
据介绍,旭化成的电解液技术并不是完全基于乙腈去研发的,乙腈作为其中的一个成分,增加乙腈的含量,就能提高高倍率脉冲放电性能。尽管这会使电池的高温耐久性下降,为了平衡这种影响,旭化成在负极表面上形成一层致密的保护膜。具体来说,就是调整电解液里面的溶剂的量以及添加剂的种类与量,以及在形成SEI膜时优化充电条件。
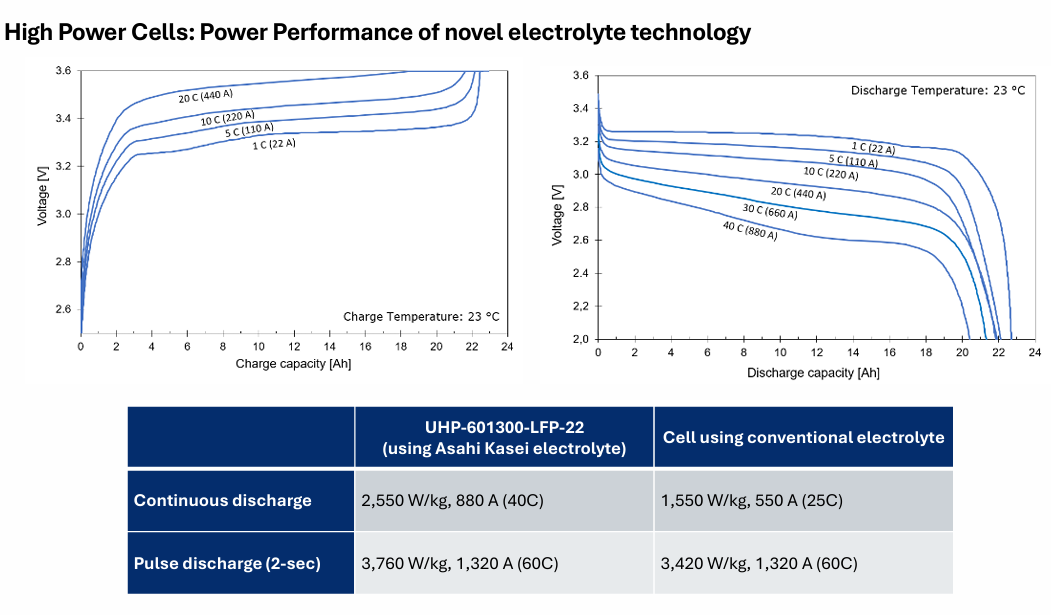
性能提升:兼顾高功率与长寿命
除了低温性能外,旭化成乙腈电解液在循环寿命以及快充的性能也有所提升。旭化成联合EAS公司做了内阻测试、充放电特性测试、循环寿命等多项测试。在实验当中,充放电一次是花24分钟,且在急速的充放电两千圈后,性能也没有明显下降,维持了80%以上的容量维持率。
产业化进程加速
近日,旭化成与德国电池制造商EAS公司签署了超离子导电性电解液技术的专利许可协议。该电解液技术将应用于EAS公司的开发的以磷酸铁锂为正极的圆柱形超高功率锂离子电池。
EAS公司Michael还透露,基于德国生产计划,新型电池将于2026年3月实现量产。此外,EAS在葡萄牙的大规模生产基地也计划在2029年前启动,专注于生产高功率和高能量的磷酸铁锂电池。
市场展望
尽管旭化成的新型电解液为锂电池的低温启动提供了关键技术支撑,但其市场推广之路依然可能面临挑战,因为成本是一大要素,而目前磷酸铁锂电池的价格是铅酸电池的3倍左右。
然而,EAS公司的Michae对此展现了乐观态度,他强调,若从全生命周期成本衡量,锂离子电池的循环寿命几乎高出了铅酸电池十倍之多,其成本是更具经济优势。
在市场渗透路径上,上海顶皓新材李国华预判,性价比优势将推动该技术率先在高端车型应用,而在对成本更为敏感的低端市场,其推广阻力可能较大。
除了经济性维度,用户体验更是锂电池替代的关键推动力。上海海拉电子刘灿补充道,离子电池的低温起动性能较差是相对的。在零下20度的极端低温下,铅酸电池几乎无法支持整车起动,而锂离子电池仍能保证正常起动,甚至能支持车载电器,满足汽车用户完成野餐、露营等户外用电需求。这表明,其用户体验升级也将影响用户对于12V 锂电池的接受程度。
综合来看,尽管初期成本与市场接受度仍是横亘于前的现实阻碍,但更长的寿命、更优的性能以及全生命周期的成本优势,共同为12V锂电池勾勒出一条从高端切入、逐步向下渗透的清晰路径。
资料来源:旭化成
为了更好促进行业人士交流,艾邦搭建有锂电池产业微信群,涉及正负极材料生产到涂布,隔膜、电解液、封装材料到检测组装等这些环节涉及的材料、辅材、添加剂、耗材,以及相关设备,相关企业介绍。想了解锂电更多相关信息,欢迎各位关注本公众号,后续可第一时间获取相关资讯!

长按识别二维码关注公众号,点击公众号下方菜单栏左侧“微信群”,申请加入群聊
议题安排
|
序号 |
初拟议题 |
|
1 |
新国标GB 38031-2025下,电池包关键复合材料解决方案 |
|
2 |
生物基复合材料(如PA56)的减碳优势与电池包轻量化应用 |
|
3 |
芳纶、碳纤维在电池包中的高性能化:抗冲击与防火屏障设计 |
|
4 |
SMC/HP-RTM/LFT-D等主流工艺对比:效率、成本与精度平衡之道 |
|
5 |
模具标准化(GB/T 45677-2025)对电池包上盖复合材料成型质量的影响 |
|
6 |
复合材料电池包结构功能一体化设计 |
|
7 |
复合材料电池包全生命周期成本分析 |
|
8 |
复合材料电池包回收体系构建 |
|
9 |
复合材料电池包市场发展趋势 |
|
10 |
eVTOL、储能系统对电池包复合材料的高安全、轻量化需求 |
|
11 |
新国标下电池包复合材料检测认证挑战 |
|
12 |
热塑性复合材料在电池包上的应用 |
|
13 |
热固性复合材料在电池包上的应用 |
|
14 |
脱模剂如何高效实现电池包脱模 |
|
15 |
如何选择合适的HP-RTM高压注射机助力复材电池包生产 |
|
16 |
超声波焊接设备在电池包生产中的应用 |
|
17 |
如何选用合适的阻燃剂、防火涂料 |
|
18 |
注塑模压设备如何高效助力电池包生产 |
|
19 |
复合材料电池包自动化产线中的AI视觉与机器人柔性装配技术 |
|
20 |
电磁屏蔽型复合材料在电池包中的应用 |

报名方式
报名方式一:请加微信并发名片报名

艾果儿18312560351(同微信)
邮箱:ab008@aibang.com
报名方式二:扫码报名
识别二维码进入报名页面

或复制报名链接,浏览器打开:
https://www.aibang360.com/m/100282?ref=172672
新能源汽车的快速发展带动了动力电池的高速增长。动力电池生产流程一般可以分为前段、中段和后段三个部分。其中,前段工序包括配料、搅拌、涂布、辊压、分切等,中段工序包括卷绕/叠片、封装、烘干、注液、封口、清洗等,后段主要为化成、分容、PACK等。材料方面主要有正负极材料,隔膜,电解液,集流体,电池包相关的结构胶,缓存,阻燃,隔热,外壳结构材料等材料。 为了更好促进行业人士交流,艾邦搭建有锂电池产业链上下游交流平台,覆盖全产业链,从主机厂,到电池包厂商,正负极材料,隔膜,铝塑膜等企业以及各个工艺过程中的设备厂商,欢迎申请加入。

长按识别二维码关注公众号,点击下方菜单栏左侧“微信群”,申请加入群聊